








Первые образцы пневматических аэраторов (рубеж XIX-го века) были попросту дырчатыми трубами. На первом этапе освоения пневматической аэрации исследователи встретились с проблемой повышения степени использования кислорода при подаче в аэротенки сжатого воздуха. В нашей стране первые теоретические обобщения и расчетные зависимости были получены С.Н. Строгановым, К.Н. Корольковым и Н.А. Базякиной.
Суть пневматической системы аэрации предполагает распределение воздуха или кислородсодержащего газа под давлением по магистральным и воздухораспределительным трубопроводам к аэраторам-диспергаторам, установленным под слоем воды в аэротенках.
Аэраторы классифицируются по давлению: до 10 кПа - низкого, от 10 до 50 кПа - среднего, более 50 кПа - высокого давления. По размеру образующихся на выходе из аэраторов пузырьков их разделяют на мелкопузырчатые (1-4 мм), среднепузырчатые (5-10 мм) и крупнопузырчатые (более 10 мм). Это обеспечивает эффективность аэрации (OTR - Oxygen Transfer Rate, эффективность аэрации в реальных условиях) в пределах 2,2-3,5 кг/(кВт•ч) - для мелко- и среднепузырчатых аэраторов и 1,6-2,6 кг/(кВт•ч) - для крупнопузырчатых при использовании воздуходувного оборудования с КПД порядка 70%.
Повышенная эффективность аэрации более свойственна современной тенденции энергосбережения. В соответствии с поэтапным развитием пневматических мелкопузырчатых аэраторов наблюдается следующая линейка: фильтросные элементы (трубы и пластины), керамические композиции, пористые пластмассы, полимерные синтетические материалы (в основном трубы, реже пластины), тканевые, мембранные диспергаторы (в основном из полимерных материалов).
Фильтросные элементы имеют сопротивление: новые - 5-7 кПа, старые - 15-20 кПа. Возрастание сопротивления, вызванное кольматацией, проблемы с монтажом и однородным воздухораспределением следует отнести к недостаткам таковых систем.
Примером качественно выполненных отечественным керамических аэраторов являются диспергаторы ЗАО «Бакор» (плиты и трубчатые) с пористостью 36-45% и размером производимого пузырька 0,5-3,0 мм.
Широкое применение в РФ получили пористые полимерные трубчатые аэраторы «Экополимер», «Экотон», «Этек», «Креал», «Уралставан-инжиниринг», которые обладают как некоторым сходством, так и конструктивным различием. Трубчатые аэраторы выполняются из опорного каркаса (с отверстиями и каналами, выполненными из ребер и углублений) и диспергирующего покрытия (навивка сплавленного пористо-волокнистого слоя или фиксация пористого ПВД). Иногда используется материал стеклопластик.
Подобные аэраторы, несомненно, имеют достоинства, выраженные в высоких массообменных и пониженных гидравлических характеристиках: эффективность (или степень) использования кислорода воздуха (SOTE) - до 33- 36% (новые аэраторы, приводится для глубины 6 м), эффективность аэрации - 3,0-4,5 кг/(кВт.ч) и снижение сопротивлений в аэраторах - до 0,7-2,5 кПа.
SOTE (Standard Oxygen Transfer Efficiency) – эффективность использования кислорода в стандартных условиях. Данная величина предложена для сравнения эффективностей различных аэрационных систем в аналогичных условиях. Практическая польза заключается в возможности подбора требуемого аэрационного оборудования. Результаты практического опыта по растворению в чистой воде кислорода воздуха (КРК) приводятся к начальным стандартным условиям (КРК = 0 мг/л, T = 20°С, атмосферному давлению 101,3 кПа). Динамика насыщения КРК во времени выражается величиной SOR - окислительной способностью аэраторов (кгО 2 /ч) и величиной KLa - объемного коэффициента массопередачи (ч 1). SOR (Standard Oxygen Requirement) - окислительная способность аэраторов в стандартных условиях. Процентное отношение количества растворенного кислорода (SOR) к общему количеству кислорода, поданного с воздухом (кг О2 /ч), есть SOTE (%), определяемое для различных глубин погружения аэраторов.
Появление в конце 80-х годов мембранных мелкопузырчатых аэраторов позволило значительно увеличить управляемость процесса и снизить засорение аэрационных систем. В настоящее время мелкопузырчатые аэраторы с использованием мембран являются основным оборудованием для систем аэрации, особенно на современных сооружениях с применением процессов удаления азота и фосфора, а также автоматизированным регулированием подачи воздуха. Необходимость автоматизированного регулирования подачи воздуха в аэротенки диктуется не только развитием технических возможностей и современностью. Основные цели - энергосбережение и стабильная качественная очистка. Это достигается развитием способов технологического управления. Технологическое управление необходимо ввиду повсеместной исходной суточной и сезонной неравномерности по расходам и концентрациям исходного стока. Основное требование к аэраторам - они должны соответствовать возможности технологического управления. А именно, воспринимать колебания нагрузок по воздуху в достаточно широких диапазонах, зависящих от степени исходной неравномерности. Этим качеством из пневматических обладают только мембранные аэраторы, поскольку полимерные трубчатые аэраторы при технологическом управлении кольматируются.
Классическими материалами для производства мембран являются следующие полимеры (таблица 1):
- EPDM - этилен пропилен диен мономер;
- полиуретан - в основном полиэфир, реже полиэстер;
- силикон - существенно отличен от других полимеров тем, что химические связи углерод-углерод замещены связями углерод-кремний-кислород (полиорганосилоксан).
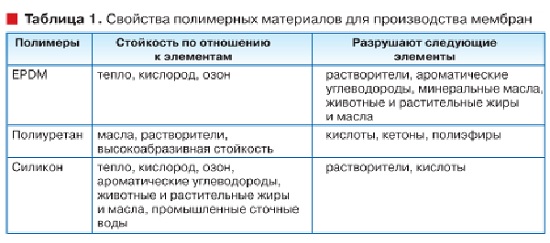
Из таблицы 1 понятно, что EPDM является материалом достаточно широкого спектра действия для городских, иногда промышленных сточных вод (в отсутствие масел и жиров). Когда состав сточных вод содержит стоки НПЗ, ЦБК, пищевой промышленности, целесообразно использовать полиуретановую или силиконовую основу мембран. Силиконовые мембраны отличаются высокой стойкостью к концентрированным компонентам, хотя довольно часто используются для очистки городских сточных вод.
Представленные полимеры в классическом выражении довольно редко используются фирмами производителями без химических добавок пластификаторов и эластомеров. Например, в структуру EPDM иногда внедряются парафиновые масла в качестве пластификаторов, которые не образуют жестких внутренних химических связей между звеньями в общей структуре полимера. Поскольку парафины биоразлагаемы, они могут диффундировать из структуры материала, способствуя развитию хрупкости, потере эластичности и росту сопротивлений. Некоторые фирмы-производители намеренно отказываются от широкого использования пластификаторов и эластомеров, предполагая возникновение отрицательных эффектов.
Однако, по сведениям фирмы SSI (США), антиадгезионные покрытия PTFE (политетрафлюороэтилен, фторэластомер) способствуют защите материала EPDM от воздействия разрушающих элементов. Этот эластомер продлевает исходную эффективность использования кислорода SOTE во времени и создает устойчивость к нарастанию сопротивления в системе. Сведения радуют, но, вместе с тем требуют проверки.
Современное развитие полимерных материалов ориентировано также на использование смесей элементов, например силикона и EPDM, что способствует эластичности комплексного материала и его химической стойкости к маслам и углеводородам. В международной практике при выборе аэратора обычно учитывают его массообменные характеристики SOTE, площадь, обслуживаемую одним аэратором, которая зависит от площади мембраны и формы аэратора, удобство монтажа, цену, затраты по замене, обслуживанию и прочее. Количество подаваемого в аэрационную систему воздуха пропорционально степени использования кислорода воздуха SOTE для выбранного типа аэраторов.
Данные о современных мембранных аэраторах представлены в таблице 2.
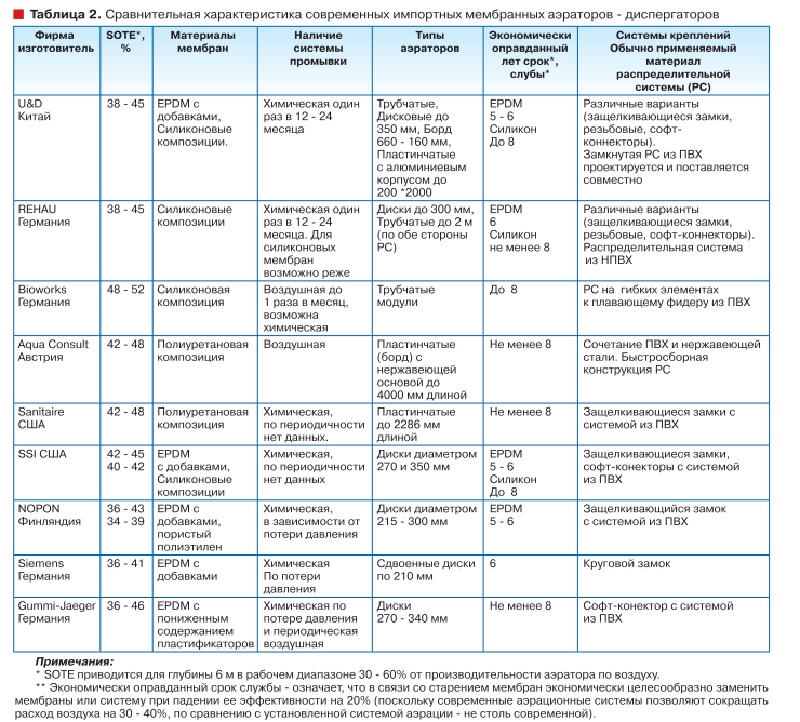
Форма аэраторов-диспергаторов в любом случае достаточно практичная: диск, трубчатый модуль, пластина (или борд). Перфорация мембран выполняется обычно насечкой 1-2 мм при прессовании. Формование мембран происходит при использовании прессов и вакуумной технологии, что обеспечивает высокую воспроизводимость качества продукции. Повышенное давление прессования способствует повышенной плотности мембран, их эластичности и продлению срока службы.
В качестве конструктивной основы для установки мембран используются материалы: ПВХ, ПНД, алюминий, реже - нержавеющая сталь.
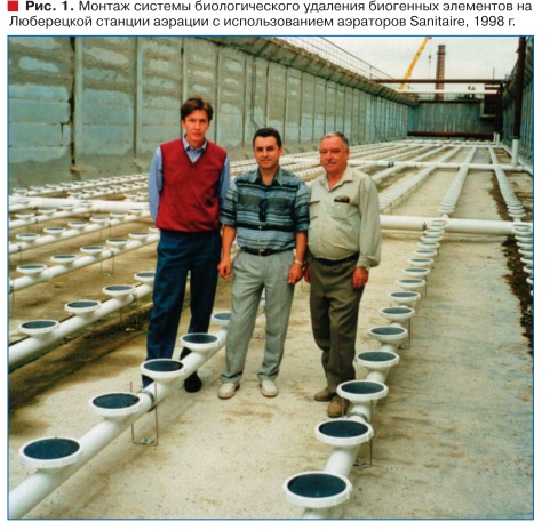
Одним из первых патентообладателей на диспергатор с использованием мембран стала фирма Sanitaire (США). В таблице 2 приведена ее современная пластинчатая модификация серии «Gold». Еще в 1998 году авторы проводили генподрядные работы по инжинирингу, монтажу и наладке системы биологического удаления биогенных элементов на ЛбСА (рис. 1).
Многие фирмы-производители стремятся применять крупные аэраторы с большой площадью мембраны и длиной изделия или заранее собранные модули, к этим же конструкциям можно отнести сдвоенные диски (рис. 2, слева). Это позволяет сокращать затраты на воздухоразводящие системы, которые в случае дисковых аэраторов с малой площадью могут достигать до 50% стоимости системы аэрации в целом. Крепление современных аэраторов позволяет максимально упростить монтаж.
На рис. 2, справа представлен мембранный диффузор, разработанный специально для контактного процесса периодической аэрации (SBR).

SBR (Sequencing batch reactors - реактор переменного действия). В России существует термин «контактный процесс». В отличие от традиционных методов, при которых вода
протекает через несколько емкостей различного назначения, в реакторах переменного действия все этапы очистки проходят последовательно в одной емкости биореакторе. Этапы очистки с процессами аэрации при конструктивном размещении в едином реакторе разделены во временных интервалах: удаление органических загрязнений, нитрификация, денитрификация, иногда химическая дефосфотация, отстаивание. При этом сооружения могут иметь различную конфигурацию. Самым простым вариантом является комбинация из двух-трех биореакторов и предварительного накопительного резервуара, необходимого для приема стоков.
Аэратор имеет горизонтальную поверхность поддерживающего слоя, что, по сведениям фирмы, способствует улучшению распределения воздуха и более плотному закрытию мембраны в момент прекращения подачи воздуха.
Таблица 2 свидетельствует о широкой по гамме и разнообразию продукции фирмы U&D (Китай), что в сочетании с высокой эффективностью делает их весьма привлекательными. Кроме стандартных лабораторных измерений массообменных характеристик мембранных аэраторов фирма реализовала необычный тест, названный нами в шутку «crash test». Через аэраторы пропускались расходы воздуха 20-кратно превышающие рабочие нагрузки. Эластичные и прочные аэраторы при этом раздувались, причем давление в системе измерялось непрерывно до момента их разрыва. Давление разрушения для аэраторов: дисковые, борд и трубчатыес- 0,8; 0,45; 0,65 атм соответственно (рис. 3).

Для комплектации средних и крупных аэротенков мембранными аэраторами предлагается вариант сооружений называемый «алюминиевый борд» (рис. 4).

Данное решение экономит количество воздухоразводящих труб, сокращает сроки и стоимость монтажа. Алюминиевая основа, в отличие от полимерной не подвержена старению, изменению свойств материала и его размеров. Поэтому в процессе эксплуатации будет требоваться только замена собственно мембраны. Конструкция мембран выполняется таким образом, чтобы до минимума упростить ее замену. Последовательность замены весьма проста: 1 - рулон ленты мембраны разрезается на проектные длины, 2 - отрезок мембраны вручную заводят в продольные пазы алюминиевого корпуса, 3 - по краям мембраны фиксируются упругими защелками из нержавеющей стали. На рис. 4 справа модули выполнены подъемными для удобства эксплуатации.
Наибольшую эффективность имеют аэраторы Bioworks - в среднем 50%. Это позволяет дополнительно экономить до 18% расхода воздуха в сравнении с другими производителями. Это объясняется увеличением массо-переноса за счет движения аэратора относительно жидкости. Аэратор раскачивается в воде на гибкой системе креплений за счет динамики восходящих аэрационных потоков (рис. 5).

Сравнение эффективности гибких (качающихся) аэраторов и жестко закрепленных представлено на рис. 6.

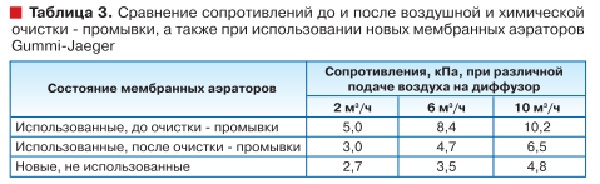
В случае аэрационной системы Bioworks аэрационный модуль разрабатывался совместно с системой промывки, что позволяет производить воздушную промывку достаточно часто и практически постоянно поддерживать высокую эффективность системы. Все ведущие производители аэраторов рекомендуют применение систем промывки. Приведем пример Gummi-Jaeger (Германия) - рис. 7 .

Специалисты фирмы сообщают о снижении энергозатрат после воздушной и химической кислотной промывки, сопротивления снижаются в среднем на 65% (усреднено по рабочему диапазону). При этом мембраны полностью не восстанавливаются и их сопротивление повышается в среднем на 23% по сравнению с первоначальным (таблица 3).
Сроки службы современных аэраторов из EPDM составляют 5-6 лет (для композиций с пониженным содержанием пластификаторов возможно 8 лет), а силиконовых и полиуретановых мембран - до 8 лет. Экономически оправданные сроки службы современных аэраторов по старению мембран из силикона предлагает фирма REHAU, разработки которой направлены на увеличение стойкости мембран.
Также стоит отметить, что фирма REHAU - одна из немногих, имеющая собственную научно-техническую базу, которая постоянно работает над усовершенствованием рецептуры выпускаемых пластиков и их тестированием. В том числе в течение нескольких месяцев проводилось тестирование мембраны на 40 (норм-м)3/час•м при максимальной номинальной пропускной способности 12 (норм-м)3/час•м (трубчатые аэраторы); нарушения целостности мембраны не произошло.
Некоторые крупные станции аэрации сообщают о снижении эффективности отечественных мембран более чем на 30% уже в первые 2-3 года эксплуатации, а также о практически полной потере эластичности мембранами, бывшими в эксплуатации без промывки 3-5 лет.
Энергосбережение важно для практики, которую в полной мере отражает величина эффективности использования кислорода воздуха в реальных условиях (AOTE – Actual Oxygen Transfer Efficiency, или OTE). AOTE (или OTE) может быть определен расчетным путем, а также опытным практическим, например методом замера «концентрации и/или состава отходящих газов». Величина AOTE будучи сопряжена с величиной AOR (Actual Oxygen Requirement, кгО2/ч, окислительная способность аэраторов в реальных условиях и из расчета подачи объема воздуха, выраженного в нормальных физических единицах), в 1,5-2,5 раза ниже SOTE, поскольку учитывает влияние следующих факторов:
- коэффициент качества воды [1], принятый в зарубежной практике как альфа-фактор. Выражается отношением: KLa (реальные условия)/KLa (стандартные условия) для новых аэраторов;
- бета-фактор, выражающий соотношение между насыщением кислородом в реальных условиях к аналогу в стандартных условиях;
- тета-фактор, отражающий влияние температуры иловой смеси на объемный коэффициент массопередачи KLa к аналогу в стандартных условиях;
- реальных данных: давления P, температуры t;
- засорение аэраторов F (F-Fouling factor, коэффициент засорения аэраторов, соотношение: KLa (старые аэраторы) / KLa (новые аэраторы) за указанный срок эксплуатации);
- соотношение faz/fat [1], в зарубежной практике AT/AD (соотношение площадей аэрируемой зоны и аэротенка).
Последнее в отечественной практике, к сожалению, очень часто игнорируется, поскольку «улучшает» массообменные характеристики отечественных производителей аэрационного оборудования. Однако прирост эффективности между крайними величинами faz/fat = 0,05 и 1,0 составляет 72% [1]. Желательно, чтобы проектировщики в большей степени уделяли внимание принципам технологической раскладки аэрационных плетей, что существенно сэкономит регулярные энергозатраты при эксплуатации.
Заключительным элементом, вызывающим интерес и споры, является F-фактор. Он свидетельствует о необходимости воздушной и/или химической промывки-регенерации мембранных аэраторов, а также об их старении. Приведем некую косвенную характеристику этого фактора - изменение давления мембранными аэраторами в процессе эксплуатации (рис. 8). Данные приводятся для классических материалов, описанных в таблице 1.
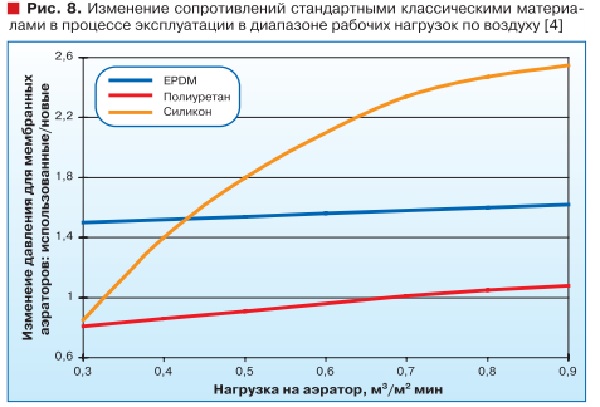
Увеличение сопротивления мембран приводит к увеличению потерь энергии, и в ряде случаев - к нарушению процессов аэрации в сооружениях. Но из графиков видно, что не все мембраны увеличивают сопротивление.
В ходе старения мембраны из полиуретана теряют упругость, а мембраны из EPDM, наоборот, теряют эластичность. Для EPDM во всем диапазоне расходов воздуха наблюдается существенное увеличение сопротивлений для бывших в работе аэраторов. А для полиуретана, наоборот, в диапазоне низких расходов наблюдается снижение потерь напора. Оба явления, наряду с показанными в экспериментах потерями прочности, доказывают наличие химического старения мембран и неблагоприятны для эксплуатации аэраторов. Потеря эластичности увеличивает затраты энергии и не позволяет порам раскрываться равномерно, а потеря упругости приводит к растягиванию пор, их неполному закрытию и усилению процессов кольматации.
В конце концов, изменение свойств мембраны приводит к возникновению механических разрушений, в первую очередь в местах наличия отверстий, через которые проходит воздух. Увеличение размеров отверстий изменяет диаметр пузырьков и резко снижает эффективность аэрации.
Если аэрационные системы не подвергаются своевременной промывке и часть пор не работает в силу их обрастания и кольматации, то механическая нагрузка на оставшиеся поры увеличивается и процессы механического разрушения происходят быстрей, что в свою очередь дополнительно снижает срок эксплуатации аэраторов. Большинство крупных фирм-производителей аэраторов предлагают оборудование для осуществления химической промывки методом введения газа или раствора кислот в распределительную систему аэраторов.
Выводы:
1. Основой управляемых процессов биологической очистки являются пневматические мембранные аэраторы, способные воспринимать колебания нагрузок по воздуху в достаточно широких диапазонах, соответствуя нагрузкам поступления исходных сточных вод.
2. Передовые производители мембран предлагают современные системы аэрации с эффективностью массопереноса в среднем диапазоне 42-43% для принятой глубины погружения 6 м. Технология изготовления мембран непрерывно изменяется путем совершенствования механических устройств прессования, вакуумирования и т.д. и химического состава мембран (добавок, пластификаторов, эластомеров и смесей классических полимеров).
3. Для увеличения срока службы мембран ведущие производители аэраторов рекомендуют применение воздушной и/или химической промывки 1 раз в 12-24 месяца. Это способствует энергосбережению, поскольку снижает сопротивление систем аэрации.
4. При падении эффективности мембранных аэраторов (в условиях регулярных промывок) на 20% в связи с их старением экономически целесообразно заменить мембраны или систему. Вводится понятие «экономически оправданный срок службы мембран». Он зависит от качества их изготовления и материалов. При этом он может составлять 5-6 лет или не менее 8 лет.
5. Для корректного сравнения и выбора аэраторов следует предусматривать в технических условиях по закупкам параметры и определения, общепринятые в международной практике. В статье приводятся отечественные термины и определения и соответствующие им зарубежные аналоги.
Литература:
1. СниП 2.04.03-85 Канализация. Наружные сети и сооружения./ Госстрой России - М.: ГУП ЦПП, 1999.
2. Design manual. Fine pore aeration systems./EPA/625/1-89/023, 1989.
3. Информационные проспекты фирм: ЗАО «Бакор», ГК «Экополимер», НПФ «Экотон», НПФ «Этек», ЗАО «Креал», ЗАО «Уралставанинжиниринг», U&D, REHAU , Bioworks, VODACO, Sanitaire, SSI, NOPON, Siemens, Gummi-Jaeger.
4. Diego Rosso, Michael K. Stenstrom, Economic Implications of Fine-Pore Diffuser Aging./ Water Environment Research, vol. 78, № 8, p. 810 - 815.
Виктор Баженов, доктор технических наук, исполнительный директор;
Андрей Эпов, руководитель отдела проектирования;
Марина Канунникова, инженер-проектировщик.
ЗАО «Водоснабжение и водоотведение» (г. Москва)
Журнал «Вода Magazine», №4 (56), 2012 г.









