Применение ленточных фильтр-прессов для обезвоживания осадков природных и сточных вод

Механическое обезвоживание осадков в технологических процессах очистки сточных и природных вод на очистных сооружениях городов и предприятий, позволяет значительно снизить объемное количество осадков, значения их влажности, перевести осадки из жидкого состояния в нетекучее и подготовить их к последующей утилизации или размещению на специально обустроенных полигонах. В последнее время на российских очистных сооружениях широкое применение получила технология механического обезвоживания осадков с применением ленточных фильтр-прессов. Все эти технологии, отечественного и зарубежного производства, как правило, универсальны в своем назначении, но имеют широкий спектр конструктивных решений.
Технологические решения по механическому обезвоживанию осадков определяются в соответствии с качественным количественным составом подаваемой на очистку воды, технологией ее очистки, водоотдающими свойствами, химическим составом и объемным количеством образующихся осадков [1, 2, 3, 4].
К преимуществам применения ленточных фильтр-прессов относятся: отсутствие быстровращающихся узлов и деталей, низкое энергопотребление, относительно небольшой расход товарного флокулянта, высокая устойчивость фильтровальных сеток, узлов и деталей оборудования к абразивному износу. Свободный доступ к фильтровальным поверхностям фильтр-пресса позволяет визуально контролировать эффективность процесса обезвоживания и, при необходимости, оперативно корректировать технологический режим обезвоживания без остановки оборудования [2, 3, 17, 18, 19].
Обезвоживание осадка на ленточных фильтр-прессах производится в непрерывном режиме под действием сил гравитации и давления отжима. Предварительно обработанный раствором флокулянта осадок подается на первую фильтровальную ленту фильтр-пресса, где происходит его равномерное распределение по рабочей ширине ленты. Перемещаясь вместе с лентой, осадок подвергается сгущению за счет гравитационного фильтрования и переходит в пастообразное состояние. Для интенсификации процесса зона гравитационного фильтрования осадка оборудуется специальными устройствами для рыхления осадка. Сформировавшийся на фильтровальной ленте сгущенный осадок далее подвергается постепенно увеличивающемуся давлению отжима создаваемой второй фильтровальной лентой (клиновидная зона). Затем ленты с находящимся между ними осадком проходят систему последовательно расположенных барабанов и роликов (зона прессования), диаметр которых уменьшается по направлению движения лент, при этом давление отжима на осадок постепенно увеличивается, что обеспечивает его глубокое обезвоживание. Обезвоженный осадок отделяется ножами от фильтровальных лент и отводится транспортерами для погрузки на автотранспорт [1, 2, 3, 4].
Необходимо отметить, что зона высокого линейного давления применяется на ленточных фильтр-прессах, предназначенных для обезвоживания минеральных осадков, характеризующихся низким показателем сжимаемости [1, 8, 10].
В настоящее время на сооружениях систем водоочистки России широко применяются ленточныe фильтр-прессы ведущих предприятий-производителей, в т.ч. отечественных - ЗАО НПФ «Бифар», ЗАО «Дакт-Инжиниринг», ЗАО НПФ «Экотон» и др.; зарубежных - Andritz (Австрия), Klein, Bellmer, ЕМО, Petkus Technologie (все Германия), РДП «Технологии-Эко-Сервис» (Словакия) и др. [7-15]. В таблице 1 представлены технические характеристики ленточных фильтр-прессов ряда предприятий-производителей, осуществляющих поставку оборудования на водоочистные сооружения РФ.
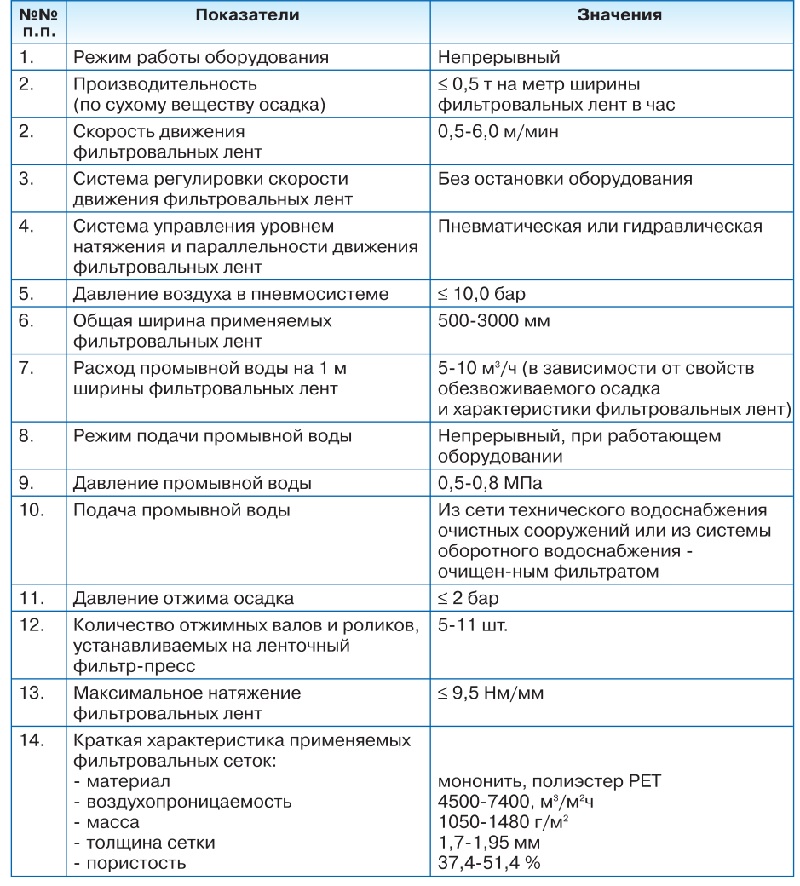
Таблица 1.Технико-технологические характеристики ленточных фильтр-прессов

Ленточные фильтр-прессы различных предприятий-производителей отличаются между собой по следующим конструктивным показателям [1, 2, 3, 7-16]:
- по ширине фильтровальной ленты, которая может изменяться от 500 до 3000 мм в зависимости от требуемой производительности оборудования; как показывает опыт, при
увеличении ширины фильтровальных лент более 2000 мм и длительной эксплуатации оборудования возможна деформация (частичный прогиб) отжимных валов вследствие высокой массовой нагрузки на них обезвоживаемого осадка; ленточные фильтр прессы, экипированные фильтровальными лентами шириной более 2000 мм, имеют большие размеры по своей ширине, что усложняет и удорожает их транспортировку на место монтажа;
- количеством отжимных валов, которое может составлять от 5 до 11 шт.;
- расположением зоны предварительного гравитационного фильтрования (место подачи исходного или предварительно сгущенного осадка на ленточный фильтрпресс), которая может располагаться в верхней или нижней части ленточного фильтр-пресса и, соответственно, нижним или верхним расположением ножей для отделения обезвоженного осадка от фильтровальных лент (ленточные фильтрпрессы предприятий-производителей ЕМО, Petkus Technologie, TЭС и др.). Как показывает опыт эксплуатации ленточных фильтр- прессов, наиболее целесообразным является вариант с нижней подачей осадка на обезвоживание и верхним расположением ножей для отделения обезвоженного осадка от фильтровальных лент, при движении фильтровальных лент снизу вверх, также наиболее эффективно производится от- ведение из осадка фильтрата; нижняя подача осадка на фильтр-пресс обеспечивает возможность контролировать процесс обезвоживания с поверхности пола без устройства дополнительной площадки обслуживания с лестницей как в варианте подачи осадка в верхнюю часть фильтр-пресса; одновременно, при использовании фильтр-прессов с нижней подачей осадка, установка сетчатого сгустителя наиболее целесообразна рядом с фильтр-прессом, что увеличивает производственную площадь для монтажа оборудования. При использовании фильтр-прессов с верхней подачей осадка (производителей ЗАО НПФ «Бифар», ЗАО «Дакт-Инжиниринг», ЗАО НПФ «Экотон», Andritz и др.) сетчатые сгустители стандартно устанавливаются сверху ленточного фильтрпресса в границах его габаритных размеров;
- системой управления натяжения и обеспечения параллельного движения фильтровальных лент, для этих целей предприятиями-изготовителями используются пневматические и гидравлические системы.
Варианты конструктивного оформления ленточных фильтр-прессов на примере предприятий-изготовителей НПФ «Экотон» и РДП ТЭС представлены на рис. 1-4 [9, 12].
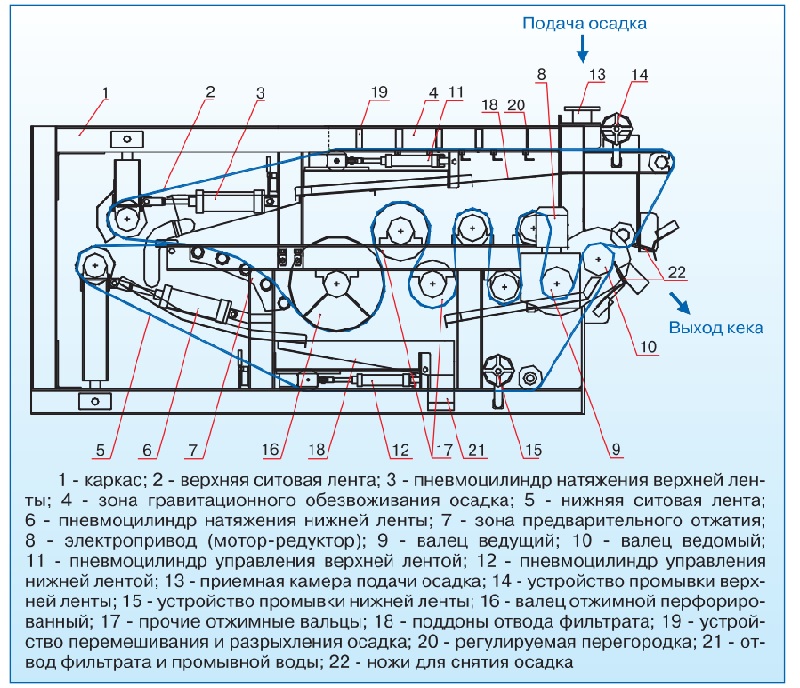
Рис. 1. Принципиальная схема ленточного фильтрпресса с верхней подачей осадка серии ПЛ
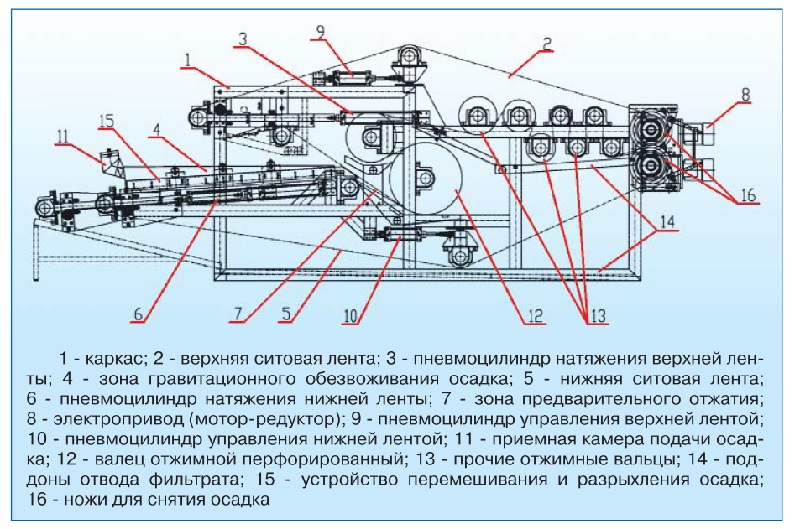
Рис. 2. Принципиальная схема ленточного фильтр-пресса с нижней подачей осадка серии TES
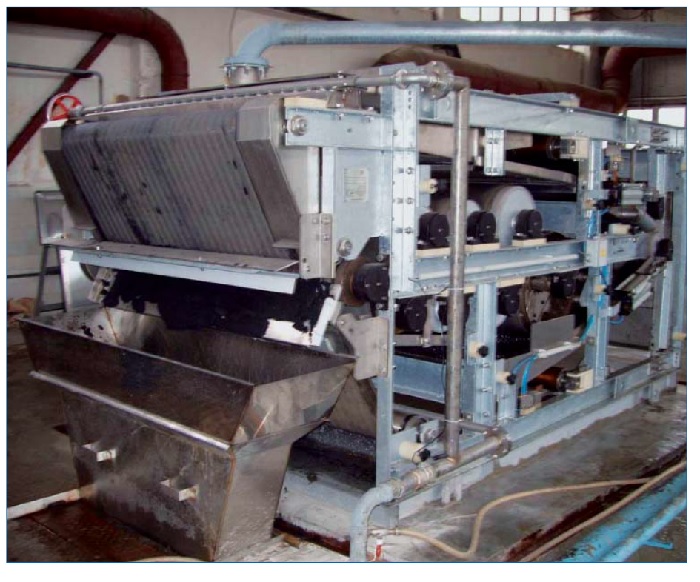
Рис. 3. Ленточный фильтр-пресс с системой подачи осадка в верхнюю часть (серия ПЛ, очистные сооружения канализации г. Голицыно Московской области)

Рис. 4. Ленточный фильтр-пресс с системой подачи осадка в нижнюю часть (серия TЭС, очистные сооружения канализации г. Геленджик)
Обобщенные технико-технологические характеристики ленточных фильтр-прессов представлены в таблице 2 [7-16].
Таблица 2. Обобщенные технико-технологические характеристики ленточных фильтр-прессов
Опыт показывает, что ленточные фильтр-прессы наиболее целесообразно применять в комплекте с сетчатыми сгустителями ленточного или барабанного типов. Применение сгустителей позволяет снизить гидравлическую нагрузку на ленточный фильтр-пресс и повысить содержание сухого вещества в подаваемом на фильтр-пресс сгущенном осадке, что особенно важно при обезвоживании осадков с высокими значениями влажности (97-99,2%). Подача сгущенного осадка из сгустителя на ленточный фильтр-пресс производится в самотечном режиме без дополнительного введения в осадок раствора флокулянта. Применение сетчатых сгустителей также позволяет сократить количество рабочих ленточных фильтр-прессов [1, 2-5, 18, 19].
Для экипировки ленточных фильтр-прессов используются синтетические фильтровальные ленты с петельными соединениями «клеппер». Применяемые фильтровальные ленты различаются между собой типом плетения синтетической лески, толщиной лески, размерами ячеек по утку и основе, пористостью, значением разрывной нагрузки, значениями воздухопроницаемости и плотности. Требуемый тип фильтровальной ленты определяется для конкретного типа осадка экспериментальным путем.
К технологическим недостаткам применения ленточных фильтр-прессов можно отнести обязательную регенерацию фильтровальных сеток технической водой в процессе работы оборудования. На эту процедуру расходуется от 5 до 20 м3/час технической воды в зависимости от ширины фильтровальных лент. Для снижения водопотребления цехов механического обезвоживания осадков с ленточными фильтр-прессами рядом предприятий-производителей оборудования поставляется система оборотного водоснабжения, включающая узел очистки фильтрата от взвешенных веществ, отводимого от сетчатых сгустителей и (или) фильтр-прессов. Система оборотного водоснабжения позволяет значительно снизить водопотребление цехов механического обезвоживания и объемное количество возвратных технологических потоков, отводимых на очистные сооружения от сгустителей и ленточных фильтр-прессов.
Значительное влияние на эффективность обезвоживания осадков оказывает тип используемого флокулянта, его рабочая доза, концентрация рабочего раствора, условия смешивания осадка с раствором флокулянта. Опыт эксплуатации ленточных фильтр-прессов показывает, что при обезвоживании осадков городских сточных вод наиболее целесообразно применение катионных флокулянтов, при обработке осадков природных вод - флокулянтов катионного или анионного типа, в ряде случаев дополнительно необходимо также применение щелочных реагентов в сочетании с флокулянтами. При реагентной обработке осадков, образующихся в технологических процессах очистки различных категорий производственных сточных вод, применяются флокулянты анионного или катионного типа, минеральные реагенты на основе солей алюминия или железа, щелочные реагенты. Выбор типов реагентов, их рабочие дозы, концентрации рабочих растворов, условия приготовления и применения определяются экспериментальным путем для конкретных условий [2-4, 17-19].
В таблицах 3-5 представлены обобщенные данные по технологическим показателям обезвоживания различных категорий осадков с применением ленточных фильтр-прессов в комплекте с сетчатыми сгустителями.
Таблица 3. Обобщенные показатели обезвоживания осадков хозяйственно-бытовых сточных вод с применением ленточных фильтр-прессов
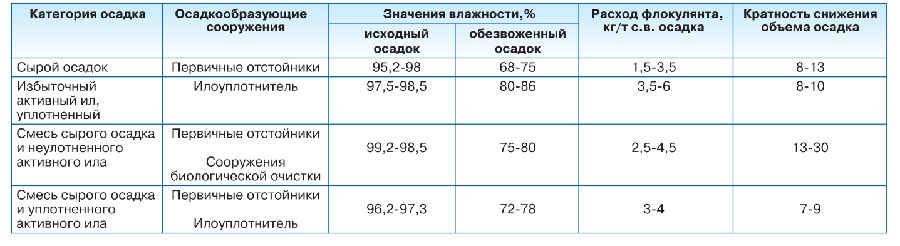
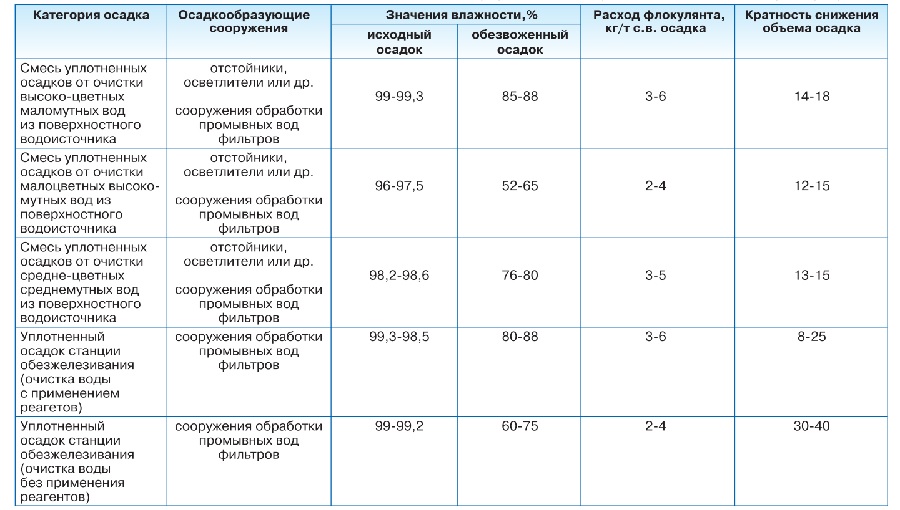
Таблица 4. Обобщенные показатели обезвоживания осадков природных вод с применением ленточных фильтр-прессов
Опыт применения ленточных фильтр-прессов показывает, что такой тип оборудования фактически является универсальным при обезвоживании различных категорий осадков, что подтверждается результатами многолетней эксплуатации такого типа оборудования на очистных сооружениях городов и промышленных предприятий России. Одновременно необходимо отметить, что применение ленточных фильтр-прессов показывает наименьшую технологическую эффективность при обезвоживании осадков с высоким содержанием жиров или нефтепродуктов, а также осадков, образующихся при очистке высокоцветных маломутных природных вод с высоким содержанием гидроокиси алюминия [2-6, 18-20].

Рис. 5. Сгущение осадка под действием сил гравитации (очистные сооружения предприятия по убою и переработке мяса птиц, Белгородская область)
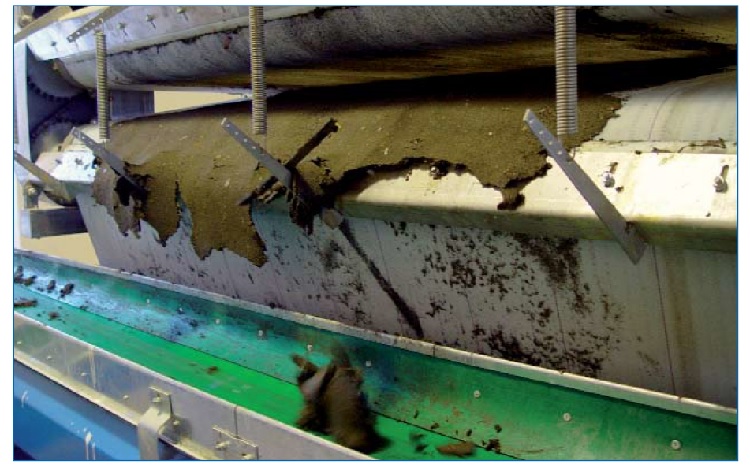
Рис. 6. Система ножевого отделения обезвоженного осадка от фильтровальных лент (очистные сооружения канализации г. Отрадный Самарской области)
Ленточные фильтр-прессы комплектуются дополнительным технологическим оборудованием, в состав которого, как правило, входят:
- ленточный или барабанный сетчатый сгуститель;
- одновинтовые насосы-дозаторы осадка и раствора флокулянта;
- автоматизированная установка приготовления раствора флокулянта;
- компрессор;
- центробежный насос для подачи промывной воды для регенерации фильтровальных лент;
- транспортеры обезвоженного осадка ленточного или шнекового типов;
- узел очистки фильтрата для оборотного водоснабжения ленточных фильтр-прессов;
- пульт управления, системы автоматизации и КиП;
- площадки обслуживания.
Таблица 5. Обобщенные показатели обезвоживания осадков сточных вод промпредприятий с применением ленточных фильтр-прессов

Литература:
1. Туровский И.С., Двинских Е.В., Керин А.С. Обезвоживание осадков сточных вод с применением фильтр-прессов. // ЦИНТИХИМНЕФТЕМАШ, 1989.
2. Керин А.С., Нечаев И.А. Ленточные фильтр-прессы и сетчатые сгустители в технологии обработки осадков. // Водоснабжение и санитарная техника. 2005, № 5.
3. Богатеев И.А., Керин А.С., Керин К.А., Сахно А.П. Разработка, проектирование и реализация систем обработки осадков сточных вод. // Водоснабжение и санитарная техника. 2009. № 1.
4. Сахно А.П. Технологии обработки осадков, образующихся при очистке высококонцентрированных сточных вод. // Водоснабжение и санитарная техника. 2009.
№ 1. Специальный выпуск.
5. Керин А.С. Особенности сетчатых гравитационных сгустителей ленточного и барабанного типов, применяемых на очистных сооружениях России. // Вода Magazine. 2012, № 3.
6. Стебаков В.П. Обезвоживание осадков сточных вод на очистных сооружениях г. Павловский Посад. // Водоснабжение и санитарная техника. 1999, № 11.
7. Ленточные фильтр-прессы и сгустители типа ЛФ. // Проспект ЗАО НПФ «Бифар».
8. Ленточный коммунальный фильтр-пресс (ФПК). Ленточный минеральный фильтр-пресс (ФПМ). // Проспекты ЗАО
«Дакт-Инжиниринг».
9. Ленточные фильтр-прессы серии ПЛ. // Проспект и информационные материалы ЗАО НПФ «Экотон».
10. Ленточные прессы. // Проспект и информационные материалы фирмы Andritz.
11. Ленточный фильтр-пресс SNP. // Проспект фирмы Klein.
12. Ленточные прессы и барабанные сгустители. // Проспект и информационные материалы фирмы «РДП-Технологии - Эко-Сервис».
13. Винкельпресс WPN. // Проспект фирмы Bellmer.
14. Пресс с ленточным ситом Omega. // Проспект фирмы ЕМО.
15. Ленточный фильтр-пресс. //Информационный материал ЗАО НПП «Биотехпрогресс».
16. Ленточные фильтр-прессы. // Проспект фирмы Petkus Technologie.
17. Аксенов В.И., Гандурина Л.В., Керин А.С. и др. Водное хозяйство промышленных предприятий, кн. 6. Флокулянты. Справочное пособие. // Теплотехник, 2010.
18. Керин А.С. Обработка и обезвоживание осадков// Национальный каталог. Техника и технологии ЖКХ. Водоснабжение и водоотведение. Теплоснабжение. 2011. №1.
19. Керин А.С., Нечаев И.А. Выбор оптимальных проектных решений для обработки осадков природных вод. // Вода Magazine. 2011. № 12.
20. Меншутин Ю.А., Керин А.С., Потанина В.А. и др. Модернизация технологии очистки жиросодержащих стоков и обработки осадка предприятия по забою и переработке мяса птиц.// Вода Magazine. 2011, № 10.
Журнал «Вода Magazine», №10 (62), 2012 г.